陕西榆林各种报废电缆电线回收施工剩余电缆回收/动态施工剩余电缆回收
发布:2024/4/29 22:45:39 来源:shuoxin168当定子电流由正变负时,在切换过程中,电流接近于零,定子对转子的吸引力接近零,此时转子磁通产生的转矩为主,,转子的磁通要走气隙的路径,故转子在磁通力矩的作用下,沿箭头方向运动到转子磁极轴线(N和S极的中心线)正对气隙处停止。当定子绕组为负电流时,,定子磁极的极性反转,转子磁极受到定子N和S极的斥力和引力作用,沿箭头方向运动,直到定转子磁极轴线重合时转子停止运动。加在绕组上的电流再次变换方向由负变正时,电流过零变正,则转子经过图向图,步距角为180°。

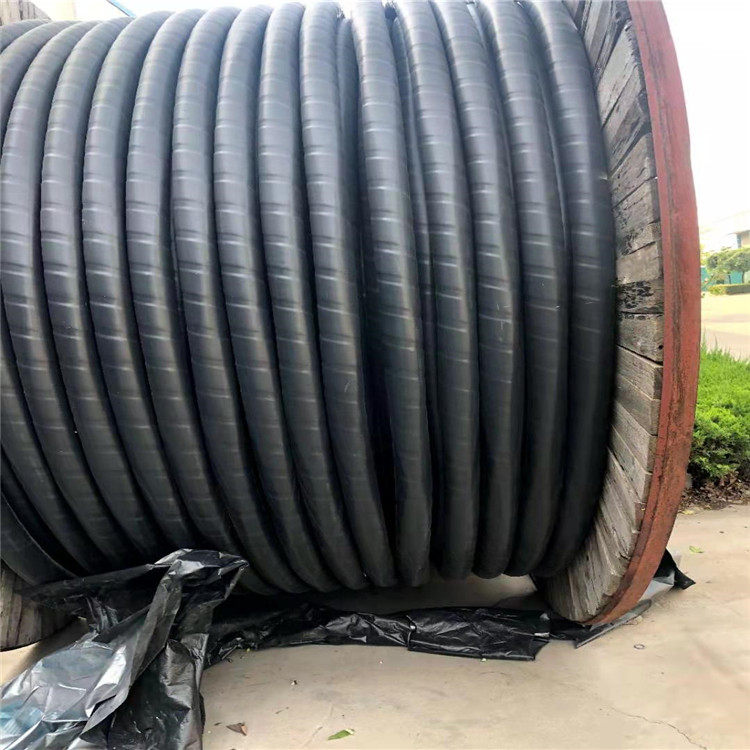
废旧电缆利用方法
1.手工剥皮法:该法采用人工进行剥皮,效率低、成本高,而且工人的操作环境较差;
2.焚烧法:焚烧法是一种传统的方法,使废线缆的塑料皮燃烧,然后其中的铜,但产生的烟气污染极为严重,同时 ,在焚烧过程中铜线的表面严重氧化,降低了金属率,该法已经被各国严格禁止;
3.机械剥皮法:采用线缆剥皮机进行,该法仍需要人工操作,属半机械化,劳动强度大,效率低,而且只适用粗径线缆;
4.化学法:化学法废线缆技术是在上个世纪90年代提出的,一些 曾进行研究,我国在“八五”期间也进行过研究。该法有一个的缺点是产生的废液无法,对环境有较大的影响,故很少采用;
5.冷冻法:该法也是上个世纪九十年代提出的,采用液氮制冷剂,使废线缆在极低的温度下变脆,然后经过破碎和震动,使塑料皮与铜线段分离,我国在“八五”期间也曾经立项研究,但此法的缺点是成本高,难以进行工业化的生产


陕西榆林各种报废电缆电线施工剩余电缆( /动态)施工剩余电缆
网站标签:电缆线厦门转载本站文章请注明转载自:福建厦门旧设备本文链接:?相关文章长期向各企以【诚信】、【高价】、【现金】、【免费】方式各种废旧物资。我们竭诚为各单位及个人快速,,热情,周到的服务。服务宗旨:现金支付,价格合理,信守承诺,安全快速,并严格为客户保密。【主营】:废铜、废铁、废铝、废纸箱、废塑料、不锈钢、电线电缆、废旧设备、二手机械、库存积压;【24小时自成立以来,一直专注于电缆市场建设,我们团队的成员曾务于广东省内各大物资企业。质量和信誉是我们存在的基石。我们注重客户提出的每个要求,充分考虑每一个细节,积极的好服务。
电容的容量视需要而定,其耐压只要高于电源电压即可。电路切断时的感应电势是加不到电容上的。倘若电源电压已经确定,线圈电阻也巳很大,再串联电阻之后有可能使稳态电流略小于吸合电流,初看起来这种情况就不能采用上述方法了,但是关刚刚合上时电容相当于短路,只要这段时间里的电流大于吸合电流,仍然可以使继电器吸合。至于稳态电流虽小于吸合电流,只要它仍大于释放电流,就能保持吸合不放。所以串联电阻的阻值不一定按照吸合电流来计算。检修工作方案。工作人员在完成电力设备的检修与维护工作后,应对设备的各项参数信息进行综合分析和评估,并将评估结果纳入电子库当中,为了进一步提高检修与维护工作质量,应针对当前的工作方案进行定期审视并予以调整和完善,好设备的分类管理工作同时合理安排不同的维护检修计划和技改项目,此外还应注意新进设备的检修与维护,有针对性地对设备进行管理,保证相关工作的有序进行。提高设备的消缺管理力度。首先,在电力设备投入系统应用之前,工作人员一定要对不同设备的应用技术进行而系统性的了解和把握,参与设备的生产关键环节、出厂前验收、现场验收和过程。,用户给定的工作频率fmax=120Hz,频率精度为0.01% =0.012Hz通常,由数字量给定时的频率精度约比模拟量给定时的频率精度高一个数量级,前者通常能达到±0.01%(-10~+50℃),后者通常能达到±0.5%[(25±10)℃]。频率分辨率指输出频率的改变量,即每相邻两挡频率之间的差值。,当工作频率fx=25Hz时,如果变频器的频率分辨率为0.01Hz,则上一 .01Hz下一挡的频率为:fx″=(25-0.01)Hz=24.99Hz对于数字设定式的变频器,频率分辨率取决于微机系统的性能,在整个调频范围(如0.5~400Hz)内是一个常数(±0.01Hz)。三相电机额定耗电量,按实际功率=电流×电压×根号3计算。功率P=√3UIcosφ功率P乘以小时数就是用电量。三相电动机实际用电量,取决于实际负荷大小。可以测量实际电流,计算实际功率,再乘小时数,即可得到用电量.电机的额定功率是电机的额定输出功率,而不是额定输入功率。通过额定功率计算额定输入功率按照公式:额定输入功率=额定电流×额定电压×根号3额定输入功率=额定功率÷效率÷功率因数三相电机:指当电机的三相定子绕组(各相差120度电角度),通入三相交流电后,将产生一个旋转磁场,该旋转磁场切割转子绕组,从而在转子绕组中产生感应电流。在自动化控制中plc编程是不可缺少的环节,我们怎样才能更好的学习这门技术呢。下面我给大家讲讲几点经验。编写位置控制指令尽可能用位置控制,不要使用相对指令。编写位置指令在每次启动瞬间或每次回到原点时,把当前位置清零。否则易产生位置和累计误差。当位置控制在回到原点时,要使用回原点指令,不要走数据。在编写数据转换时一定要有延时时间,因为机械设备不可能这么。手动和自动程序要分写。在利用上升沿或下降沿的时候,触头编写要放在输出线圈的后面,否则不稳定或者扫描不到。
最新内容
推荐文章